




「RACCAR」粗大粒子カウンターと表面清浄度 |
||||
| クリーンルーム管理と言えば、通常は気中の微粒子濃度、すなわち気中清浄度管理が一般的です。しかし、実際には製品の表面汚染防止のためにクリーンルームを導入しているというケースも多くあると思います。 その場合、パーティクルカウンターによる気中粒子濃度管理だけでは不十分です。このページでは、JACA(日本空気清浄協会)及びISOの表面清浄度規格と粗大粒子カウンターによる表面清浄度管理について提案します。 |
  |
|||
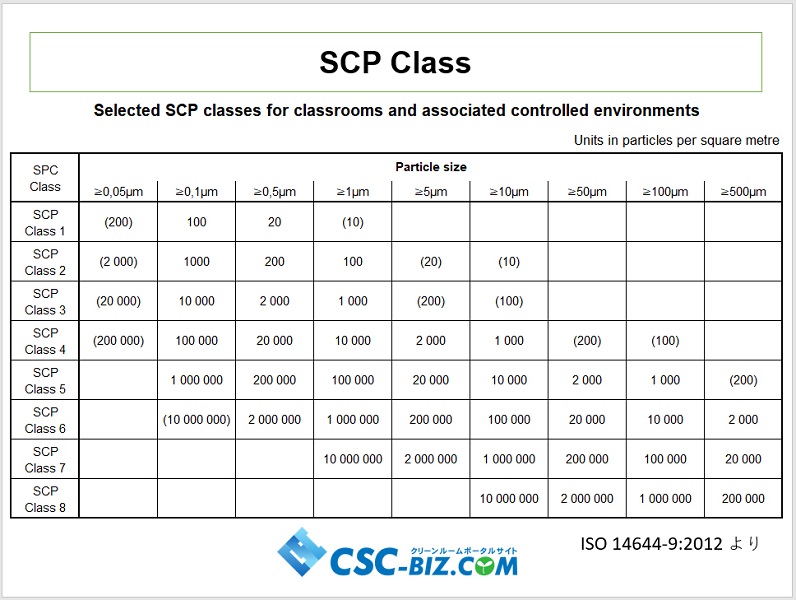
■クラス1万は対象粒子径の置き換え?質問です。クラス1万(またはISOクラス7でもよいです)とは何でしょう?・・・多くの人が気中の1CF中に0.5µm以上のパーティクルが10,000個以下に管理された空間だと、お答えになる、と思います。それは正解です。 では、貴社のクラス1万のクリーンルームで作られる製品で異物対象となるのはどのくらいの大きさですか?と質問をするともっとおおきな粒子径が返ってくることが多いです。 |
 |
|||
| 実際、製品仕様により対象粒径が異なっても、製品表面に粒子状汚染物質が付着することでNG品が発生します。その場合、0.5µmのような浮遊微粒子は全く製品に影響しないこともあります。本当は表面汚染防止を目的としているのに、関係ない気中の微粒子管理をやっています。なぜでしょうか? | ||||
| 従来、表面清浄度に連する規格がなかったことが大きいと言えます。もう一つ大きいと思われるのは、浮遊微粒子濃度と粒径を表す式(式1)に当てはめると、クラス1万のとき、1CF中の30µm以上の粒子は計算上わずか2個になってしまいます。このことで、クラス1万のときには、30µm以上の粒子はほとんどなくなってしまうんだ、という誤解が生じたのではないか?と思われます。 本当はCR内部で発生したり、持ち込まれたりすると堆積していくことになります。 |
Cn:みなし粒度以上の浮遊微小粒子の1立米あたりの最大許容濃度 N:ISO分類(1~9) D:みなし粒度 |
|||
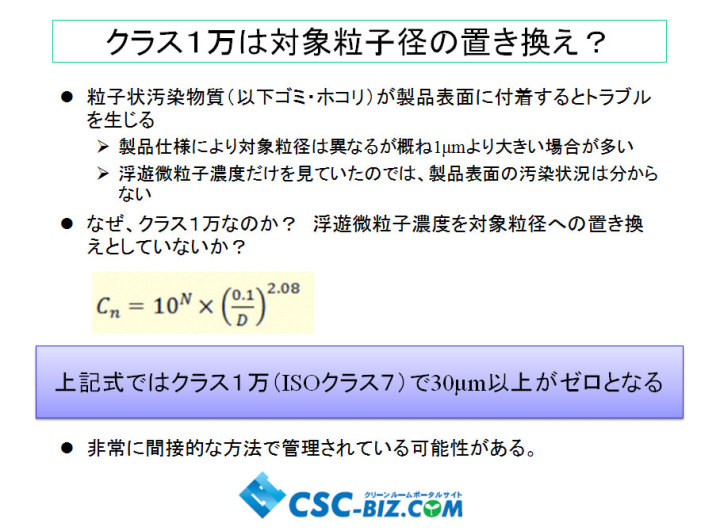
■パーティクルカウンターの疑惑?それでも、粗粒子にも対応したパーティクルカウンターを正しく使っていれば、発生状況の把握はできるのではないか?と思えます。しかし、どうも、パーティクルカウンターは各メーカーさんの思惑もあると思いますが、最小可測粒径の吸引に最適化されているようです。右図を見てください。単純な実験ですが、粒径に比例して吸引できていない粒子の率が増えることがわかります。 |
 |
|||
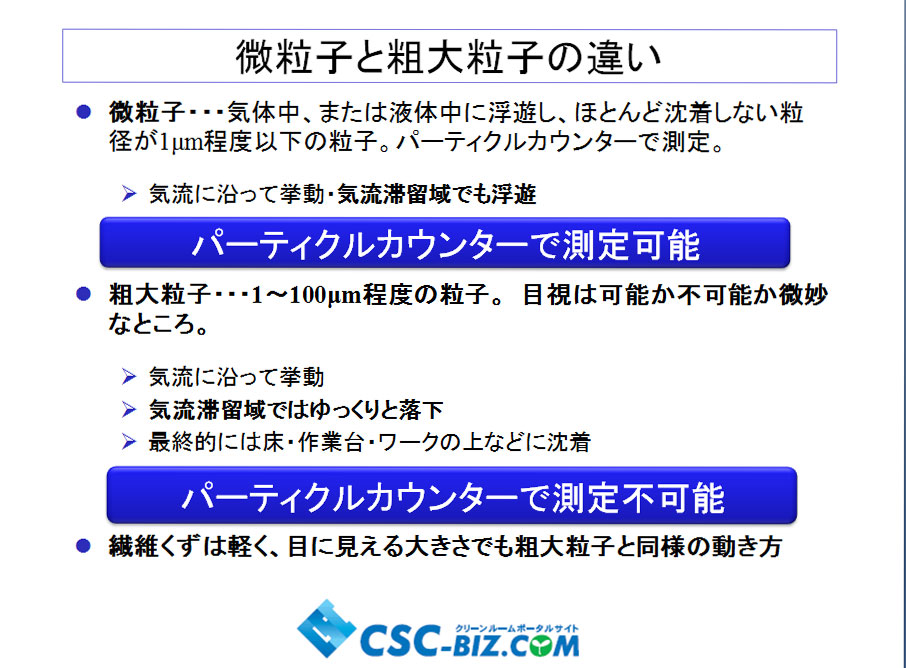
■微粒子と粗粒子の違い結局、粗粒子管理にはパーティクルカウンターというツールはそれほど有効でないと考えられます。そもそも、粗粒子は気流に沿って挙動しますが、気流滞留域ではゆっくりと落下します。そして、作業台や床などに堆積していきます。また、もう少し大きなダストである人の衣類から出た「繊維くず」は目に見えるほどの大きさでありながら粗粒子と同じような動き方をするので要注意です。 |
 |
|||
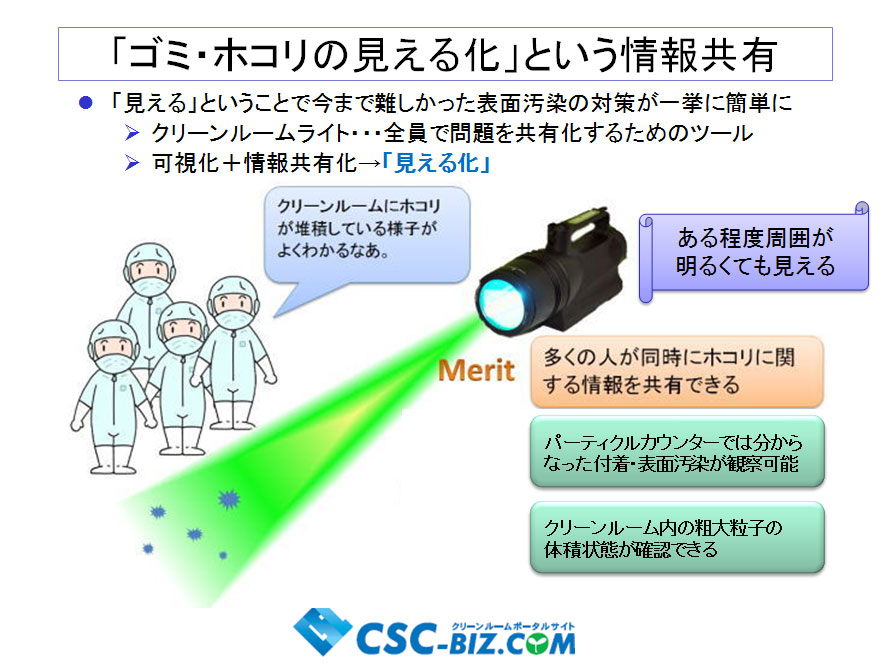
■「ゴミ・ホコリの見える化」という情報共有粗粒子対策の有効手段は「見て」対処することです。普段は目には見えないほど小さな粗粒子もクリーンルームライトを使うと目視できるようになります。 見えないと清掃してもどう評価すればよいか分かりませんが、「見えて」しまえば、どうすればよいのかは、誰でもわかることです。作業者の情報共有の意味でも重要なツールと言えます。 |
 |
|||
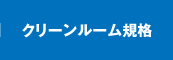
■ 表面清浄度についてクリーンルームライトは「定性的」なツールですが、管理においては「定量的」な基準、すなわち規格にのっとった管理が必要です。2006年に発行されたJACA(日本空気清浄協会)の指針No.42には「クリーンルーム及び関連する制御環境中における粒子汚染物質に関する表面清浄度の表記方法及び測定方法指針」があります。当指針が2012年に発行された ISO14644-9 「Classification of surface cleanliness by particle concentration」のもとになっています。JACA(日本空気清浄協会)の指針No.42には以下のように記されています。 「表面清浄度クラス」とは?クリーンルーム及び清浄域中の表面上の粒子の清浄度レベル。対象粒径における許容上限粒子濃度(1㎡の表面中に存在する粒子個数)を示す表面清浄度(Surface Particular Cleanliness ; SPC)クラスNで表現される。 ※対象粒径は、原則として0.05µm~500µm |
||||
| JACA No.42では、表面清浄度クラスのことをSPCと称し、クラス表上の評価対象粒子サイズが 0.05μm、0.1μm、0.2μm、0.5μm、1μm、2μm、5μm、10μm、20μm、50μm、100μm、500μmと記されていますが、ISO14644-9 の方は、0.2μm、2μm、20μmを省き、SCPクラス(surface cleanliness by particle concentration)と称しています。 | ISO14644-9 のSCPクラス表 |
|||
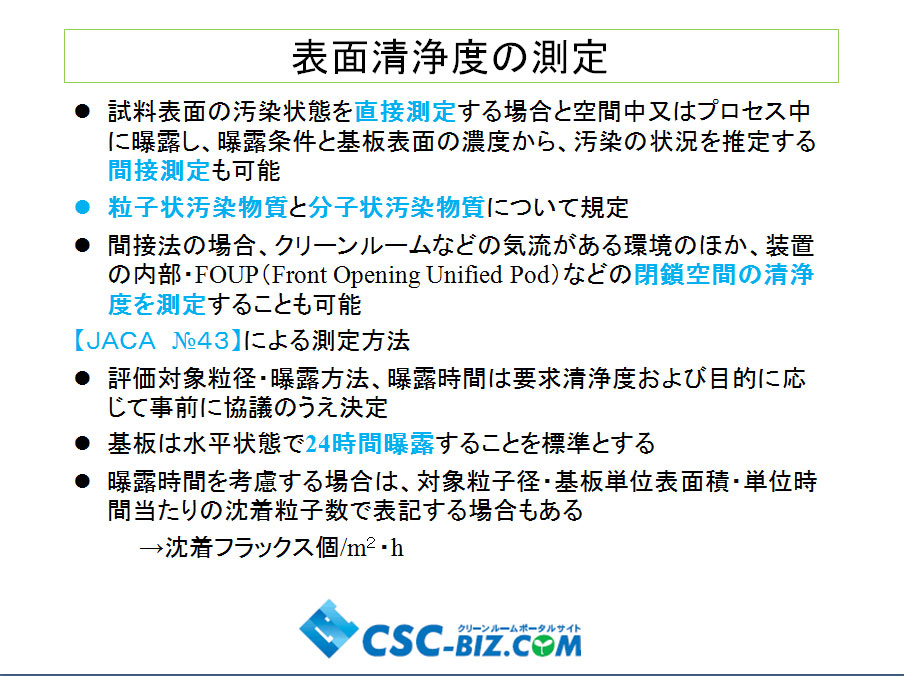
■ 表面清浄度の測定JACAの指針No.43は「クリーンルームにおける基板表面汚染物質の測定方法指針」ということで、SPC評価方法について解説しています。右表にその内容をまとめていますが、これによると直説測定だけでなく間接測定も可能とあります。粗大粒子カウンターはSPC清浄度を間接測定にて評価する装置です。 |
 |
|||
| 「RACCAR」粗大粒子カウンターは試料収集板をクリーンベンチなどでセットし、測定対象場所で一定時間曝露し、捕集したサンプルを分級・カウントし、データを保存できます。左上図はその手順を示しています。中図はその測定画面です。サンプル収集板の測定域は80φですが、平米に換算した数値も同時に表示するのでSPCでのクラス評価が可能です。上記SCP Class表に当てはめると、左から、Class7,5,4相当になります。清浄度の感覚が見た目でよく分かりますね。 | ||||
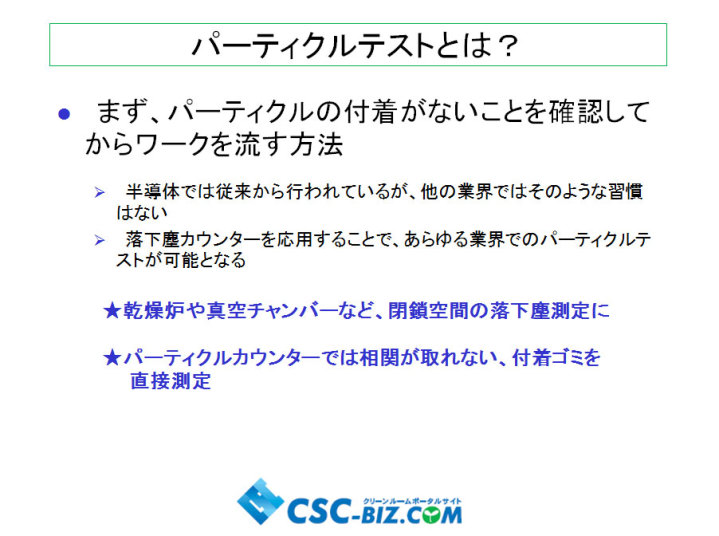
■ パーティクルテストとは?上記JACA指針No.43には間接法の場合、クリーンルームなどの気流がある環境のほか、装置の内部などの閉鎖空間の清浄度を測定することも可能とあります。粗大粒子カウンターももちろん、この目的で使用可能です。逆にこのように装置に試料測定板を通して内部を測定することはパーティクルカウンターでは非常に困難です。半導体では当たり前に行われているパーティクルテストを様々な業界・工程で可能になりました。 |
|
|||
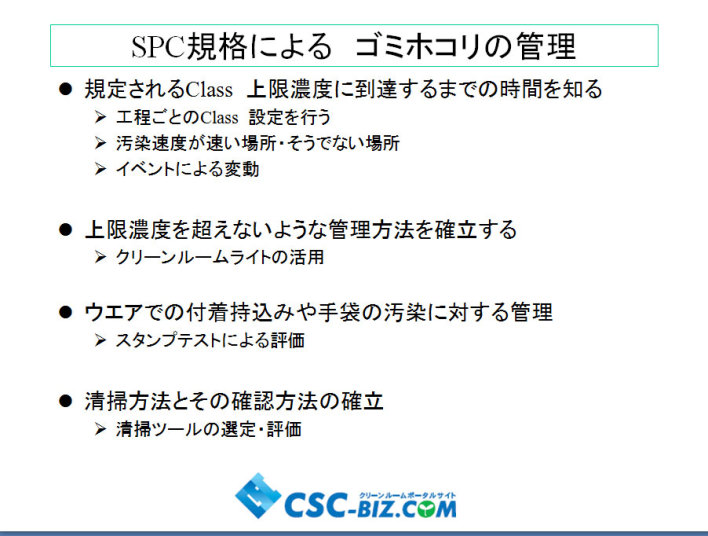
■SPC規格による ゴミ・ホコリの管理粗大粒子カウンターを使ったSPC管理ではCRあるいは装置内などの閉鎖空間における設定されたClass上限濃度に達する時間を予測ことができます。汚染速度が速い場所・遅い場所、あるいは「人がそばを歩く」のようなイベントの影響を調べ、より適切なSPC管理を行うことができます。また、下記ページに紹介するようにスタンプテストや除去率を算出するような使い方もできます。このように粗大粒子カウンターは製品の表面汚染対策をさまざまな局面で数値管理できるもっとも有効なツールであるということが言えます。 |
 |
|||
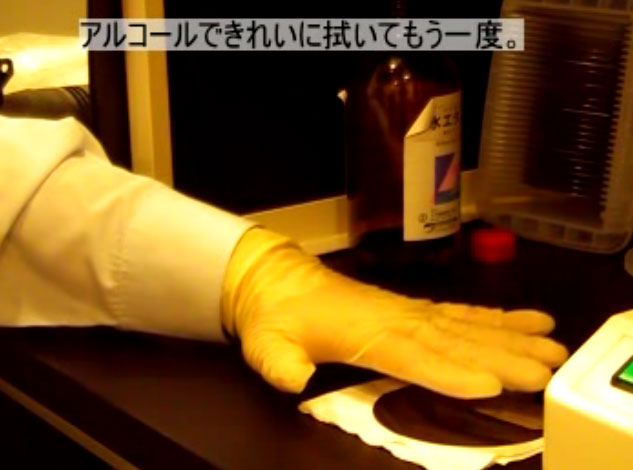
■スタンプテスト直接、SPC規格とは関係ありませんが、粗大粒子カウンターにはその応用編ともいうべき使い方があります。ひとつはスタンプテスト。対象物をサンプル収集板に押し付けて汚れ具合を確認します。転写率の考え方が難しいので数値管理とまでは言えませんが、従来は分かりにくかった、クリーンウエアの表面や手袋の汚れ具合をチェックすることができます。エアシャワーの効果を最大限に活用するためにもお勧めのテストです。 |
 |
|||
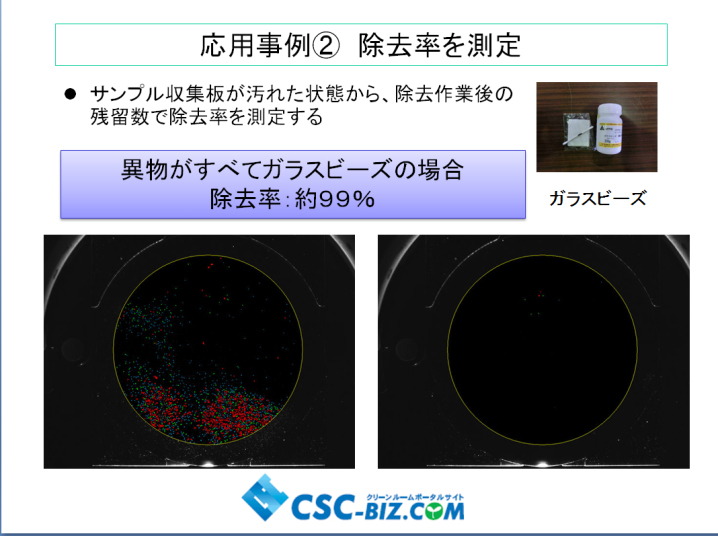
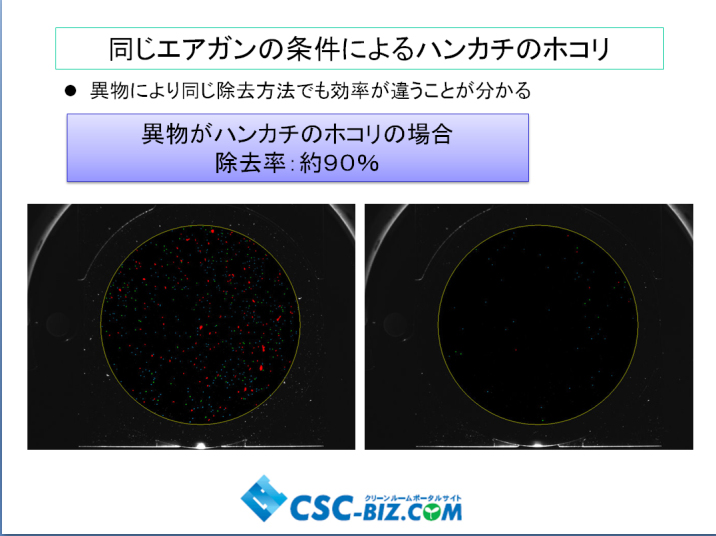
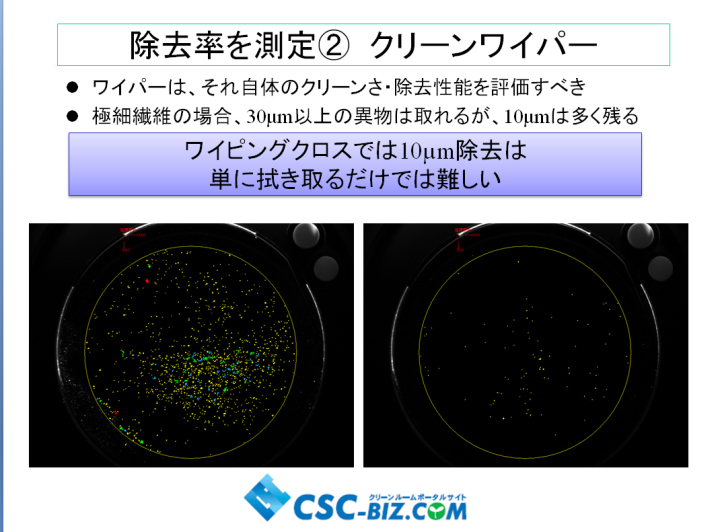
■除去率を測定する応用例の2つ目は除去率を調べる方法です。あらかじめ一定の汚れが付着したウエハを使用して、対象となる除去方法でどの程度の除去が可能かどうかを調べます。下スライド左はガラスビーズだけを散布したウエハにある条件に設定したエアガンをあてます。すると99%以上が除去されますが、中スライドでは、同じ条件で今度はハンカチのホコリを散布してやってみると90%程度しか除去できません。右スライドではワイピングクロスで除去実験をやっています。極細分割繊維タイプを使用しましたが、30µm径まではほぼ100%除去できるのですが、10µmクラスになるとそこそこ残ってしまいます。 |
||||
|
||||
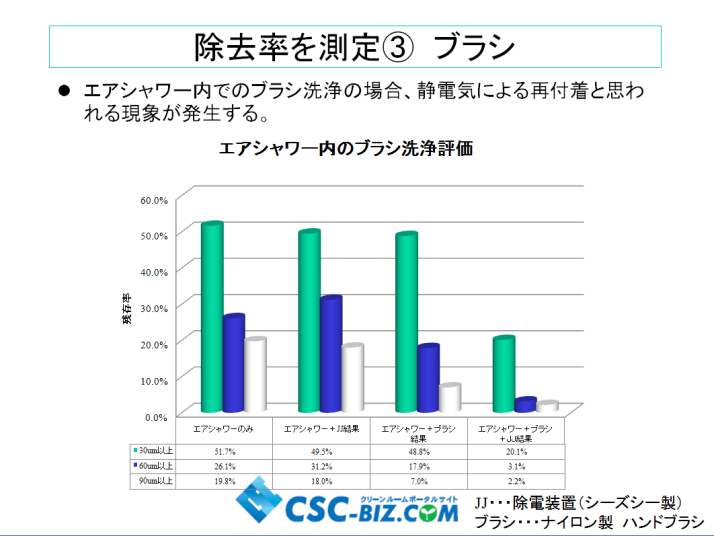
■除去率を測定する その2除去率を測定した例で面白い結果が得られた実験をもう一つご紹介します。エアシャワー内でプラスチック部品の表面をブラシ洗浄するとどの程度除去できるか、という実験です。極細ナイロンブラシと除電装置CS-JJを使用しています。エアシャワーだけ、あるいはエアシャワー+除電装置はほとんど数値は変わりません。除電だけしても除去率は変わらない、ということです。エアシャワー+ブラシでもわずかに数値がよくなるだけです。しかし、エアシャワー+ブラシ+CS-JJではとたんに数値がよくなります。静電気による再付着防止効果があったからではないか、と思われます。 |
 |
|||
| ■ 関連商品のページ ポラリオンクリーンルームライトのページ ローコスト クリーンルームライトL3SQのページ 粗大粒子カウンターの使用例のページ シーズシー製除電装置CS-JJのページ |
|
|||

![]()
シーズシー株式会社
〒651-0085 兵庫県神戸市中央区八幡通1-1-14 IPSX SOUTH 4F [google map]
本社/Tel.078-252-7201 , Fax 078-252-7210
関東営業所/Tel.080-5330-3142

Copyright (C) CSC Co,ltd. All Rights Reserved.

{kind=link}