

| ◆このページでは、クラス1万を中心としたクリーン化技術の需要の拡大について、および、「クリーン化のスタートアップ」として、初めてクリーン化に取り組むユーザーが注意したい点をまとめています。 また、ところどころにクリーン化に取り組む工場で良く見かけるような「クリーン化標語」を挿入しています。ご参考に。 |
|
 |
|
 |
クリーン化標語 良い製品 きれいなこころに クリーンルーム |
【はじめに】クリーン化技術のニーズはここ数年来、半導体業界を頂点としたピラミッドの裾野のようにあらゆる業種・業界へと拡大を見せています。従来ではクリーンルームとはまったく無縁のように思われていた業種・業界でも、製品の品質安定や"きれいさのイメージ"がユーザーの要求に適応することから、より高清浄なクリーンルームが必要とされています。 求められる清浄度も次第に高まる傾向にあります。 例えば、準クリーンルームレベルで十分とされていた製造ラインが、クラス10万(FED-STD-209Dによる、以下同)、クラス1万と徐々に高い清浄度管理が求められるようになるケースはよく見られます。 クリーン化が進んだ別の要因としては、本来、生産活動とは関係がないとされてきた「クリーン化」への設備投資が、エレクトロニクス関係では「良品率向上」に、食品やヘルスケア製造関係では「異物混入対策」に必要な投資として、避けては通れないとの認識がユーザーの間で高まってきたことも挙げられます。 ところで、この裾野部分で必要とされるクリーン化技術は、現在の最先端である半導体業界のそれと比べれば約20年前の技術、清浄度で言えばクラス1万前後のものがほとんどです。 ですから、クリーン化技術そのものは難しいものではなく、特別なものでもありません。 しかし、それだけにクリーンルームの設置にあたっては無駄を省き、必要最小限の仕様を見極めなければ、オーバースペックになりがちです。 また、逆に業種・業界によっては空気中の清浄度だけでなく、別の要素にも注意を払わなければならない場合もあります。 例えば、フィルム・化成品の製造・加工工程では、静電気対策が大きな課題となります。 半導体業界でも早くから静電気対策は必要とされてきましたが、どちらかといえばデバイスの「ESD」(静電気破壊)対策が中心でした。 ところが、フィルム・化成品の製造・加工工程では「ESA」と呼ばれる静電気によるゴミの吸着が問題となります。半導体業界でもESAを問題とし始めたのは最近のことです。 「ESA」はゴミが重力による沈着速度以上に静電気によるクーロン力で引かれてワークにくっつく現象ですが、フィルム・化成品はワーク自身や工程に静電気が発生しやすい特性があり、数10μmあるようなかなり大きなゴミでもワークに引き寄せられます。このようなワークを扱う業界ではクリーン化のためには静電気の問題は無視できません。 更に、「クリーンルームを作ったからもう安心」というわけには行きません。 「測定してみるとパーティクルはゼロなのに、ワークには目に見える大きさのゴミが付着している」というようなこともよくあるのです。 パーティクルレベルで考えるとクリーンルーム中の最大の発塵源は作業員ですから、それを防ぐ適切なクリーンルームグッズの選択と作業者の教育を中心とした「クリーンルームの維持管理」が重要なポイントになります。 以下、最適なクラス1万レベルのクリーンルームの設置と管理について記します。 |
|
 |
クリーン化標語
見逃すな 小さなゴミが 不良を作る |
【クリーンルームの規格】まず、クリーンルームの定義、規格についてまとめてみます。クリーンルームの定義は1994年に制定され、2000年に改訂された JIS Z 8122(コンタミネーションコントロール用語)に次のように規定されています。 ・コンタミネーションコントロール・・・限られた空間、製品などの内部、表面または周辺について、要求される清浄度を保持するために必要とするあらゆる事柄について、計画を立て、組織し、実施すること。 ・クリーンルーム・・・コンタミネーションコントロールが行われている限られた空間であって、空気中における浮遊微粒子、浮遊微生物が限定された清浄度レベル以下に管理され、また、その空間に供給される材料、薬品、水などについても要求される清浄度が保持され、必要に応じて温度、湿度、圧力などの環境条件についても管理が行われている空間。 次にクリーンルームの規格ですが、現在、日本で一般に使用されている清浄度クラス表示は必ずしも統一されていません。 方式ごとに基準となる体積や粒子径が違うために、どの規格による表示なのかを注意する必要があります。 今回はよく使用される2つの規格について記します。 ・FED-STD-209D(米国連邦規格、1988年)・・・0.5μm以上粒子を基準とし、立法フィート中の粒子数を表示します。 よく言われるクラス100、クラス1万という言い方はこの規格のことです。シンプルで分かりやすいので現在でも最もよく使用されています。 ・JIS B 9920(日本工業規格、2002年改定)・・・国際規格ISO14644-1制定を受け、2002年に改定されています。 ISO規格のベースになったのがこのJIS B 9920規格です。 基本的には1立法メートル中の0.1μm以上の粒子数を10のべき乗で表したときの指数で表しますが、状況に応じてかなりフレキシブルな使い方ができるようになっています。 表記は次のように行います。非常に理にかなった方法だと思いますが、まだまだ普及されているとは言えないようです。 a)「クラスN」で表示されるクラス数 b)占有状態 c)対象粒径およびその上限濃度 ◇JIS B 9920 清浄度クラスと占有状態について はこちらをクリックしてください ◇ クリーンルームの規格について 更に詳しいページはこちらです。 |
|
 |
クリーン化標語
清浄エアの吹出しは 風上側が製品で 人は風下 ゴミ行かず |
【クリーン化のスタートアップ】初めてクリーン化をめざすユーザーにはまず、比較的低予算で実現できる簡易的なクリーンエリアを計画し、実際に設置し、その中で作業を行い、ワークに対する影響を評価することをお勧めします。すなわち、クリーン化のプランドゥーチェックです。さらにその結果を元にして本格的なクリーン化の導入(アクション)ができるのです。 ここではクラス1万程度の簡易的なクリーンエリアを実現するために注意することをまとめてみます。 ・陽圧化・・・クリーン化を行うには、まず、対象となるエリアを外部からの影響を排除するためビニールカーテンやパネルなどで囲い、クリーンエアで陽圧をかける方法が一般的です。 ところが、逆に一般的な建物では換気扇によって陰圧になっている場合が多いようです。 人間には酸素が必要ですから、その供給のために必ず「換気をする」必要があり、その手段として内部の空気を換気扇で外に追い出すことで外気を導入する、すなわち陰圧にする方法が取られています。 しかし、陰圧状態では常に外部の空気といっしょにごみを引き込むためいつまでたっても内部はきれいになりません。 クリーン化するためにはHEPAフィルターなどのクリーン化装置を通して内部を常に陽圧状態に維持することが必要条件となります。 ・換気回数・・・クリーン化の対象となるエリアに対し、どの程度のクリーンエアを供給したらよいかは「換気回数」から算出することができます。 JIS B 9919「クリーンルームの設計・施工及びスタートアップ」の中ではクラス1万(=JISクラス7)の例として換気回数を20~40回/時間としています。 換気回数は次の式で計算します。 換気回数(回/時)=供給するクリーンエア(立米/分)×60(分)÷クリーン化の対象となるエリアの容積(立米;W×D×H) ・クリーンエアの動線・・・クラス1万では気流方式は非一方向性気流(乱流式)となり、クリーンエリアのどこにクリーン化機器を設置するかも重要なポイントとなります。 もっとも清浄化の効果が出やすい方法は天井からクリーンエアを吹き出すように設置する方法です。ゴミは重力と気流の両方の力で下の方へ追い出されるため、作業エリア付近はもっとも清浄度が出やすい状態に保たれます。 しかし、メンテナンス性や天井有効高さの問題から側面からクリーンエアを供給する場合も有り得ます。この場合、重力と気流は別々に働くため、水平方向でも清浄度にバラツキが生じやすくなります。 いずれの方法でもクリーンエアとワークの間に発塵源(作業員がもっとも注意!)が入らないように工夫することが重要です。 ・クリーンエリアの設置の概念・・・クリーンエリアをどう配置すればよいかについては、JIS B 9919「クリーンルームの設計・施工及びスタートアップ」中の「シェル状汚染制御の概念図」が大変参考になります。 プロセスコアであるクリーンエリアを中心に屋外の汚染区域から徐々にクリーンなエリアを設置し、ワーク、作業者の動線を考えていきます。 ◇ シェル状汚染制御の概念図 |
|
 |
クリーン化標語
チリは積もらず 不良も出ない 相互に絡む 5S 活動 |
【ゴミ ゼロへの道のり】クリーンルームを設置したその日からワークに付くゴミがゼロになったというユーザーの話はあまり聞きません。大抵の場合は、クリーンルームを作ったが、やはりゴミは付く。しかし、いろいろ工夫をして少しずつ良くなってきた、ということのようです。 これは、対象となるゴミはクリーンルームだけでは100%カットできないことを表しています。ゴミが何処から来るのかといえば、多くの場合は次の5つの原因が考えられます。 A)大気中のゴミ B)ワークに付着して、もしくは含まれてクリーンルームに持ち込まれるゴミ C)(クリーンルーム内の)装置・工程から発生するゴミ D)副資材関係(包装、紙、文具、什器、備品など)から発生するゴミ E)人間由来のゴミ(人間の皮脂、抜け毛、化粧、衣服の繊維くずなど) このうち、クリーンルーム設置により除去できるものは、A)大気中のゴミが中心となります。 B)、C)、D)も大切な要素ですが、ユーザーごとにそれぞれ条件が異なり、対策もケースバイケースとなりますので、ここでは取り上げません。 ところで、よく言われる *クリーンルームの4原則とは、これらのゴミ対策に対する大前提を言っているのです。 ちなみに「ゴミ」にも種類があります。目に見える大きさ~約10ミクロンメートル径のものは「塵埃または粉塵」といい、クラス1万環境ではもっとも問題視されます。 「塵埃または粉塵」は主に重力にしたがって動きますが、これに対しそれ以下の径のものは「パーティクルまたはエアロゾル」といい、空気の粘性や気流によって漂う性質があります。 その他にも「イオン化粒子」、「ミスト」、「フューム」、「ガス」が問題視されることもあります。 そこでまず、取り組みたいのは人間由来のゴミの軽減です。 実は人間はクリーンルームの中でもっとも大きな発塵源となります。しかし、クリーンルームを使う人の心がけ次第では飛躍的に清浄度が良くなる要因でもあります。 クリーン化のスタートアップのためにはまず、作業員に対する「クリーン化意識の植え付け」「クリーン化の運用指導」といった教育から始めることをお勧めします。 そこで、参考になるのがクリーンルーム以外でも最近多くの工場が取り入れるようになった5S運動です。 5Sとは、「整理」「整頓」「清掃」「清潔」「躾」のことで、効率・安全・品質の向上に役立つといわれています。 また、これに「習慣」を加えて6Sとすることもあります。 クリーンルームを特別なものと身構えず、日ごろの5S、6S運動の延長と位置づけることで自然とクリーン環境の維持管理を習慣化出来るのではないか、と思います。 *クリーンルームの4原則 1)ゴミを持ち込まない 2)ゴミを発生させない 3)ゴミを堆積させない 4)発生したら速やかに除去する 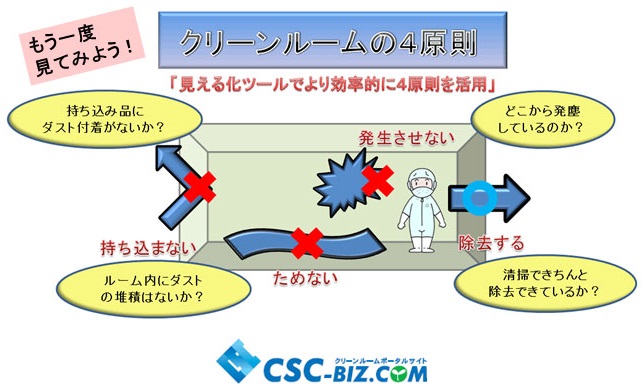 |
|
 |
クリーン化標語
ちょっと待て 入室前の服装チェック 緩んだところが ゴミのもと |
他のメッセージ |
| クリーンルームお役立ち情報 | 関連商品 | ||||||
|
|||||||

info@csc-biz.com
078-252-7201
![]()
シーズシー株式会社
〒651-0085 兵庫県神戸市中央区八幡通1-1-14 IPSX SOUTH 4F [google map]
本社/Tel.078-252-7201 , Fax 078-252-7210
関東営業所/Tel.080-5330-3142

Copyright (C) CSC Co,ltd. All Rights Reserved.